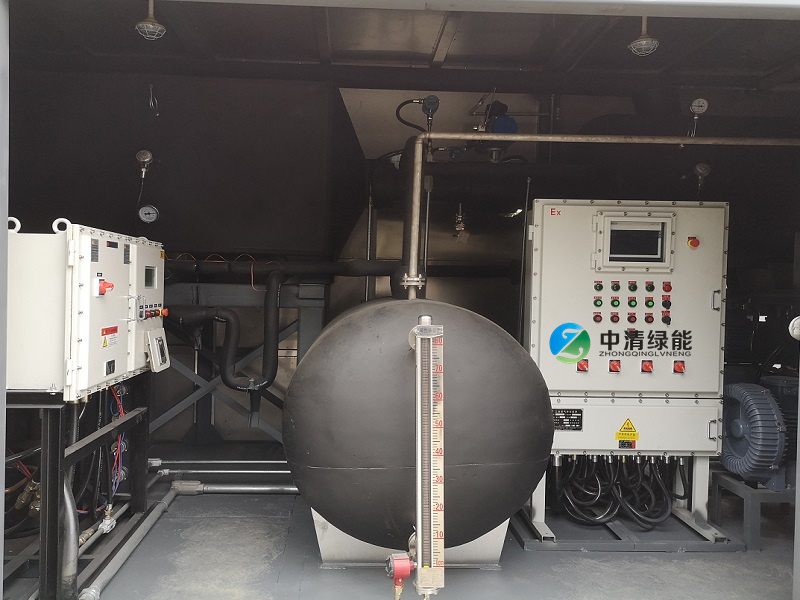
化工厂正硅酸乙酯冷凝尾气冷凝回收案例
正硅酸乙酯尾气冷凝回收处理装置工艺基本原理
本装置采用深度冷凝+吸附的组合工艺。收集的有机混合气经过收集设施和气相管路输送,进入正硅酸乙酯尾气冷凝 回收处理处理装置,VOC冷凝回收处理装置的冷凝单元设置三级冷凝温度,一级预冷温度从 50℃降到 30℃,二级浅冷 3℃、三级深冷冷-33℃
(双路,一用一备),对尾气分阶段进行降温处理,使绝大部分 VOC 得到相变液化;
冷凝余气进入吸附单元,吸附罐活性炭床拦截冷凝余气中残留的碳氢化合物,空气排放,确保达标。
在冷凝单元分段冷凝的配置中,余气经过冷箱后温度低至-30℃,为充分利用这部分冷量,系统设计在第一级前段加装了汽汽热交换器的前置换热器(预冷箱),将后端低温余气回传利用,与进入装置的高温气热交换,初步降低废气温度,即最大限度节能降耗。
冷凝单元:设置分段冷凝的换热器,由第 1 级预冷级、第 2 级浅冷级和第 3
级深冷(双路,一用一备)级组成。第一级用厂区循环水进行降温,降到 30 度常温,第二级将第 3 级中冷级冷凝后的余气冷量与进入 VOC 回收处理装置的常温油气进行热量交换,使尾气温度降低,控制尾气温度降至 3℃左右,使尾气中绝大部分水蒸汽冷凝液化;第 3 级浅冷级,从 3℃左右降到-30℃,使尾气中部分组分冷凝液化,该级设置为双换热器,一备一用,在水汽结霜产生阻力到1000pa 左右,进行切换,启用备用换热器,同时对停用换热器进行融霜处理, 化霜以后待用,从 3℃降温至-30℃,使尾气中绝大部分VOC 组分冷凝液化,效率可达到 95%以上。
本公司冷凝装置有利于冷凝液化的条件,一是设置工况温度段低于对应组的组分沸点,对应物料饱和蒸汽压进行详细工艺计算,通过计算模拟,计算配置的冷负荷能够满足冷凝的需要又不造成过量的浪费;二是在凝结器结构中, 我们采用我公司专用冷凝设备,在重组分凝结过程同时的液滴会夹带轻组分液化,增加冷凝液化效果,实现能量二次利用。
吸附单元:由 A、B 两个吸附罐和一个脱附真空泵组成。两个吸附罐轮流担负吸附和脱附的操作。
尾气经过第三级冷凝到-30℃左右处理之后,余气中主要含空气(氧、氮) 和微量有机组分,属于低温低浓度气体。吸附剂作用是拦截富集余气中的残余VOC 组分,让空气排放。吸附接近饱和时,脱附并送回前端继续冷凝液化。吸附剂采用优质活性炭纤维,其比表面积为常规活性炭的 1000 倍,且在脱附过程中不会出现温升自然现象。